
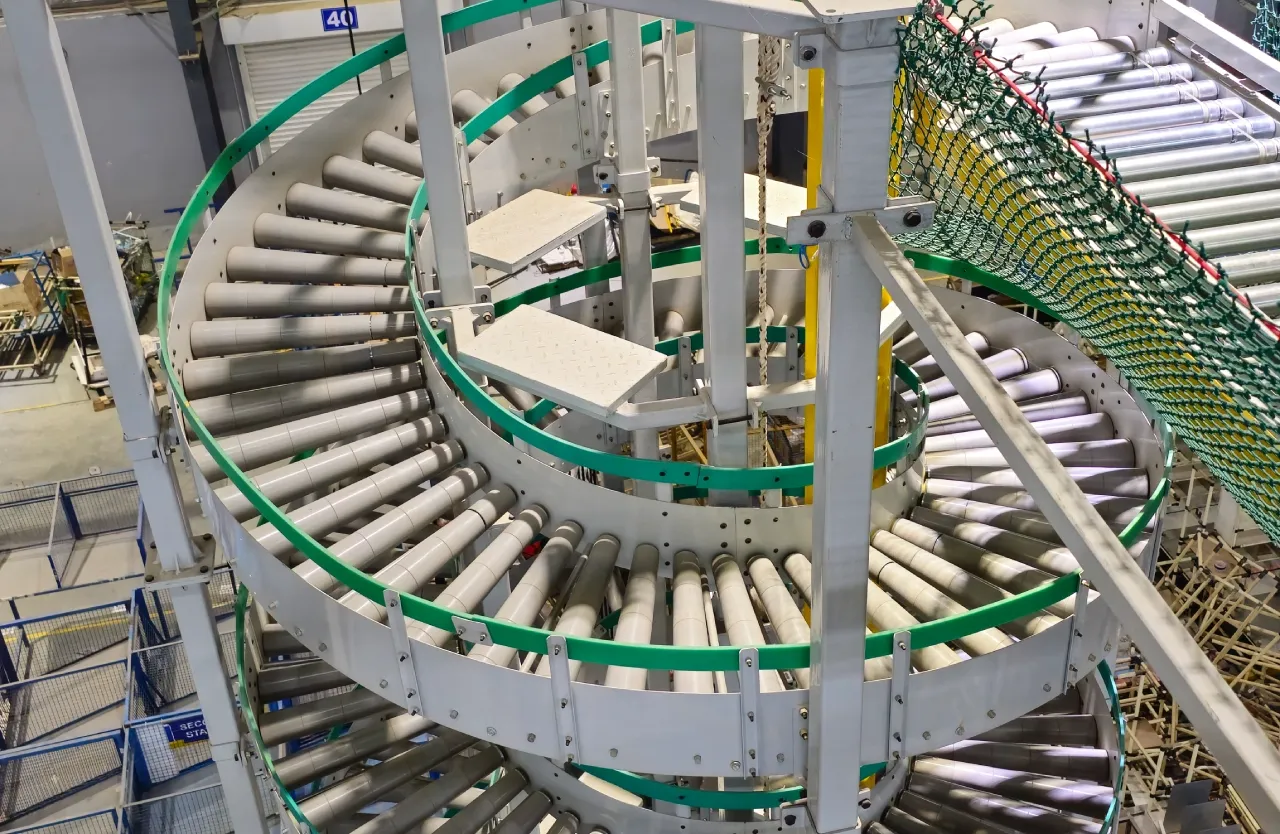
A Gravity Type Spiral Roller Conveyor is a type of material handling equipment designed to move goods downward or upward through a spiralled path using gravity, without the need for powered components. It is especially useful in applications where floor space is limited and vertical movement of goods is needed.
Utilizes gravity to move items, eliminating the need for power or motors.
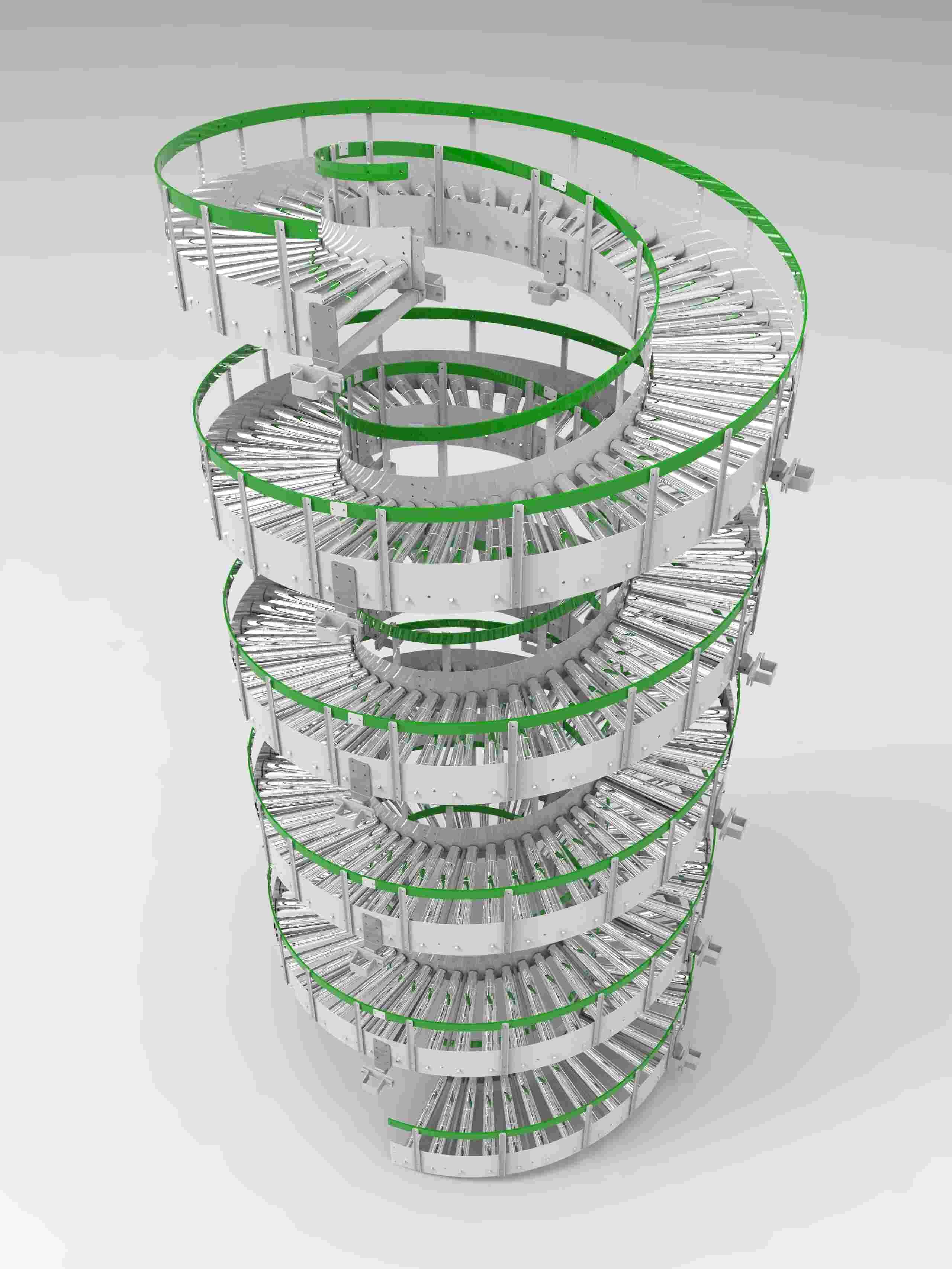
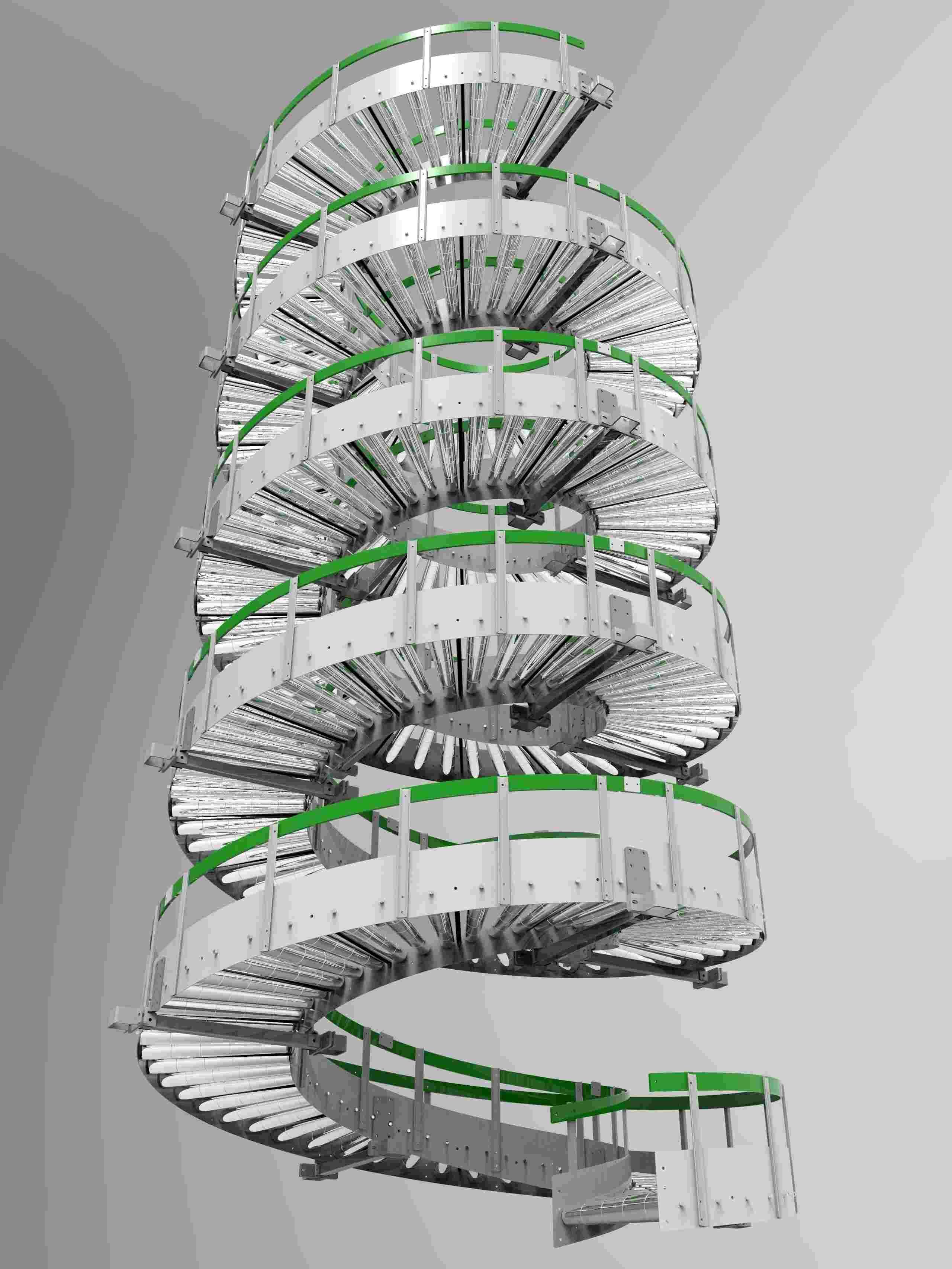
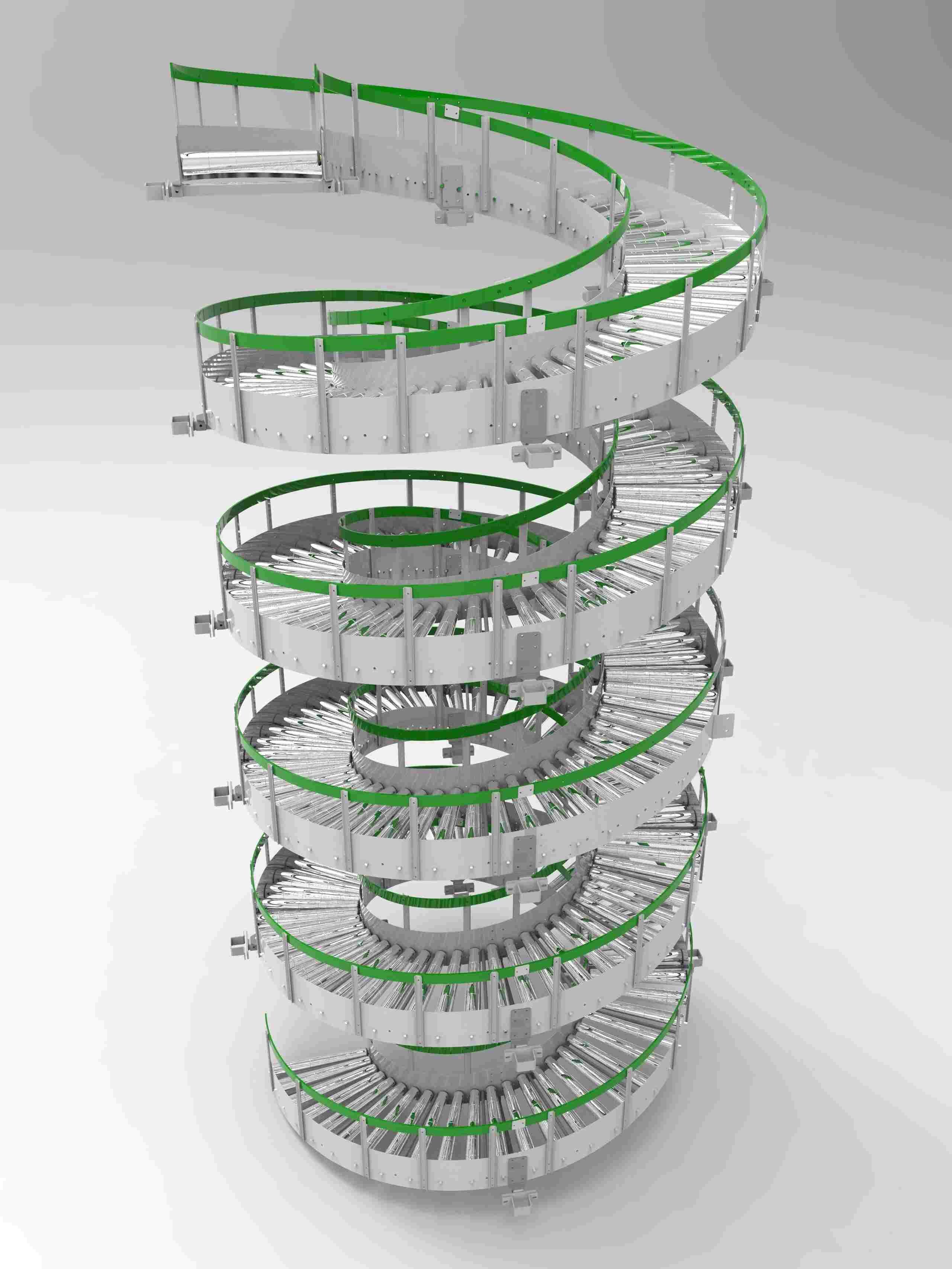
Designed in a helical (spiral) shape to move products between different vertical levels while saving floor space.
Equipped with rollers that reduce friction and enable smooth, controlled flow of goods.
Ideal for maximizing vertical space and minimizing horizontal space usage.
Fewer moving parts mean reduced wear and lower maintenance requirements.
Spiral and roller design ensures that products descend gradually, minimizing product damage.

Operates without motors, reducing energy consumption and operational costs.
Utilizes vertical space, ideal for facilities with limited floor area.
Fewer moving parts lead to reduced maintenance needs and lower downtime.
Ensures gentle movement of goods, minimizing the risk of damage.
Simple design and operation result in lower initial investment and operational costs.
Suitable for a wide range of industries, including logistics, retail, and manufacturing.
Efficiently moves goods between different levels, optimizing floor space.
Transfers items like totes and cartons from mezzanine floors to packing areas.
Facilitates vertical movement of components between production stages.
Handles products such as cans and bottles, ensuring smooth and safe transport.
Moves products between packaging lines and storage areas, enhancing workflow efficiency.







Connect with our automation specialists to discover efficient, reliable, and cost-effective material handling and warehouse solutions tailored to your business needs.